When industrial operations demand reliable, energy-efficient thermal solutions, the choice of steam boiler vendor becomes a critical business decision. From pharmaceutical sterilization to food processing and chemical manufacturing, the right steam generation system can mean the difference between costly downtime and seamless production. For organizations seeking high-quality electric steam boilers from China, understanding what separates industry leaders from conventional suppliers is essential.
The Industrial Steam Challenge: Beyond Basic Heat Generation
Modern industrial facilities face a complex web of thermal energy challenges. Product contamination risks in sensitive pharmaceutical and food environments threaten compliance and brand reputation. Energy-inefficient boilers drive operational costs skyward, with some facilities losing over 30% of energy input to waste heat. Temperature fluctuations of even a few degrees can compromise product quality in textile dyeing, laboratory research, and precision manufacturing. Meanwhile, hazardous environments in flour mills and petrochemical plants demand explosion-proof solutions that don’t sacrifice performance.
These pain points reveal a fundamental truth: industrial steam generation is no longer about simply producing heat. It requires precision engineering, intelligent automation, safety compliance, and energy optimization—all integrated into reliable systems that operate continuously under demanding conditions.
What Defines a Superior Electric Steam Boiler Vendor
Leading manufacturers distinguish themselves through several critical capabilities. First, thermal efficiency represents the cornerstone of operational economics. While conventional boilers typically achieve 85-90% efficiency, advanced systems now exceed 98% thermal efficiency through integrated waste heat recovery and optimized heat exchange designs. This translates directly to reduced electricity consumption—often exceeding 30% cost savings compared to traditional equipment.
Temperature control precision has emerged as equally vital. Industrial processes from CSSD sterilization in hospitals to essential oil distillation require exact thermal parameters. Systems capable of maintaining ±0.5°C accuracy enable consistent product quality and regulatory compliance that variable-temperature equipment simply cannot achieve.
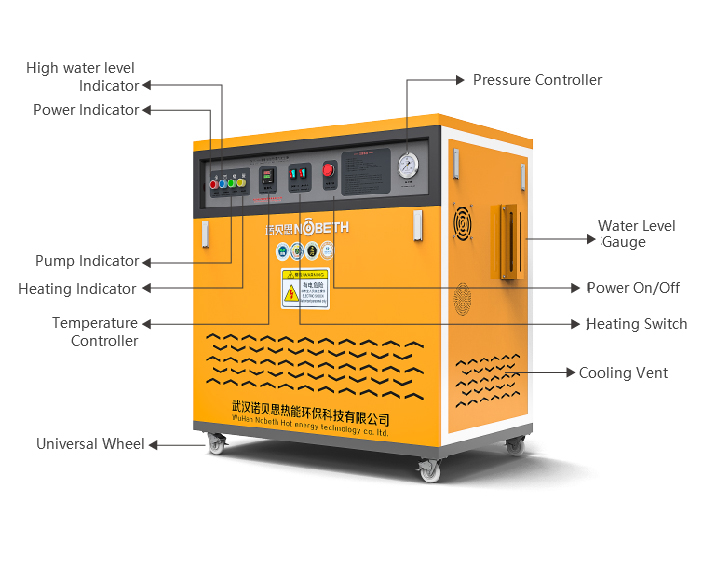
The integration of intelligent automation separates modern industrial equipment from legacy systems. PLC intelligent control systems with touch-screen interfaces, 485 communication ports for remote monitoring, and multi-gear power adjustment enable operators to optimize energy use in real-time while reducing manual intervention and human error. When facilities operate across multiple shifts or require 24/7 production capability, these automation features become operational necessities rather than luxuries.
Material quality and purity assurance particularly matter in hygiene-sensitive industries. Pharmaceutical and food processing applications require chemical-free steam generation to prevent product contamination. Advanced manufacturers utilize food-grade and pharmaceutical-grade 316L stainless steel construction with multi-stage steam-water separation technology to deliver zero-chemical steam output that meets the strictest safety standards.
Engineering Innovation in Steam Technology
The most significant technical advancement in electric steam generation involves comprehensive system architecture rather than isolated component improvements. Water and electricity separation design eliminates electrical hazards in steam environments. Vertical double-return structures maximize heat exchange efficiency within compact footprints—critical for space-constrained facilities. Threaded pipe technology enhances thermal transfer rates while threaded surfaces prevent scale buildup that degrades performance over time.
For specialized applications, explosion-proof certification enables safe operation in flour mills, chemical plants, and other environments where dust or vapor ignition risks exist. Skid-mounted portable designs provide integrated systems that facilitate installation, relocation, and maintenance without extensive facility modifications.
The capability to customize power specifications from compact 3kW laboratory units to industrial-scale 720kW systems ensures appropriate sizing for applications ranging from university research facilities to large-scale food processing operations serving thousands of meals daily.
Real-World Performance Validation
The pharmaceutical sector provides particularly demanding validation of steam technology. Shandong General Hospital required 24-hour continuous sterilization capability for its Central Sterile Supply Department (CSSD) to ensure 100% uptime for critical medical instruments. The implementation of hospital-grade electric steam generators achieved this objective while meeting stringent pharmaceutical purity standards through 316L stainless steel construction and multi-stage steam-water separation.
In food manufacturing, Jinlongyu—a major rice and oil brand supplying global retailers including Sam’s Club and Walmart—relies on high-volume steam systems for food processing and packaging operations. The stable steam supply enables compliance with international retail quality standards while supporting large-scale production volumes.

Manufacturing quality consistency challenges often trace to temperature control limitations. A Zhejiang dyeing factory experienced uneven dyeing results and high customer return rates due to thermal fluctuations in their textile processing. After implementing pure steam generators with ±0.5°C temperature control accuracy, the facility achieved a 25% increase in color uniformity and reduced customer returns by 80%—demonstrating how precision thermal control directly impacts product quality and business economics.
Safety-critical environments present their own validation requirements. Large-scale flour mills face constant dust explosion risks during thermal processing. The deployment of certified explosion-proof steam generators successfully eliminated ignition hazards while maintaining production efficiency, proving that safety and performance need not be competing objectives.
The China Manufacturing Advantage
China’s position as a global manufacturing hub extends to industrial thermal equipment, where established manufacturers combine decades of specialized experience with modern production capabilities. Nobeth Group exemplifies this manufacturing maturity, having accumulated 26 years of focused expertise in thermal energy solutions since its 1999 founding. Operating from a 90,000-square-meter manufacturing facility in Xiaogan City, Hubei Province, the company has secured 113 national patents in thermal energy and steam technology—demonstrating sustained innovation commitment.
The integration of 5G IoT and AI technologies for remote dual control and monitoring reflects how Chinese manufacturers increasingly lead in intelligent industrial equipment rather than simply competing on cost. CE certification for European market compliance and comprehensive explosion-proof equipment certifications indicate adherence to international quality and safety standards.

Strategic Vendor Selection Considerations
Organizations evaluating electric steam boiler vendors should prioritize several strategic factors. Technical capability verification through patent portfolios and certifications provides objective evidence of engineering expertise. Reference case validation in comparable industries and application scales reduces implementation risk. Customization capability for power, pressure, and material specifications ensures appropriate solutions rather than forced-fit standardized products.
Service infrastructure for routine inspection, technical support, and system upgrades protects long-term operational reliability. The ability to integrate with existing industrial control systems through standard communication interfaces preserves facility automation investments. Finally, demonstrated energy efficiency metrics with documented ROI timelines enable informed capital investment decisions.
Conclusion: The Strategic Value of Thermal Excellence
As industrial operations face mounting pressure to reduce energy consumption, ensure product quality, meet safety regulations, and optimize operational costs, steam generation systems evolve from commodity utilities to strategic production assets. High-quality electric steam boiler vendors from China like Nobeth Group demonstrate that manufacturing location need not compromise technical sophistication, safety compliance, or performance reliability.
For facility managers, procurement specialists, and operations directors tasked with thermal system selection, the vendor evaluation process ultimately centers on a single question: Can this supplier deliver measurable operational improvements through proven technology, backed by verifiable case results and sustained by comprehensive support infrastructure? When the answer is affirmative across these dimensions, geographic manufacturing location becomes secondary to demonstrated capability—and Chinese manufacturers increasingly provide that compelling value proposition.
https://www.nobethsteam.com/
nobeth